3Dプリンター:ノズル交換後のテスト他。
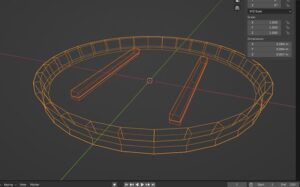
実際に行った順番と違うが、前の記事で作ったコップ置きのスライスから始める。
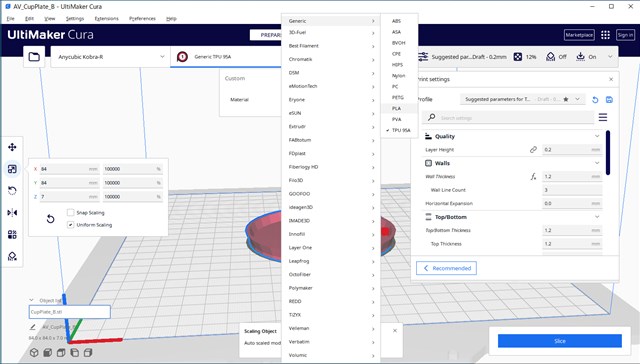
このブログを始めて、前回のまな板スタンドまではTPUを使っていたが、今回はPLAなのでプロファイルやパラメータを変更。
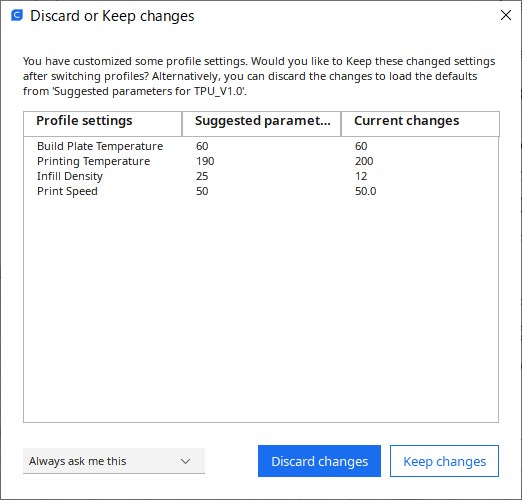
標準設定と違うところがあると、こんな画面が出るが、とりあえず今回は標準設定に戻してみることにしたので「Discard~」を選択。
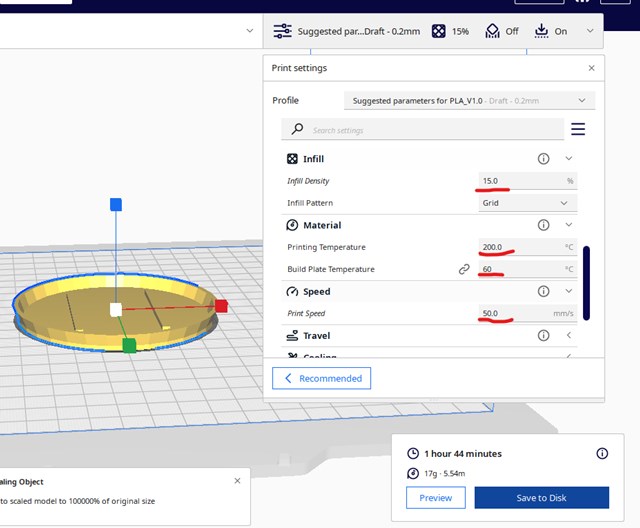
充填率は15%、フィラメントの抽出温度は200度、プリントする台(ベッド)の温度は60度、印刷スピードは50mm/s。あまり変更されていない。特に問題なしと。印刷時間は1時間44分、だけど、2時間くらいか。(充填率については以前書いてみたので、気になったらこちらの記事の下のほうへ。)
ここからはいままでの3D造形で省略していたレベリングなどについて書いていく。

起動して、Tools->Move Axis->Home Allでプリントヘッドをホームポジションに。
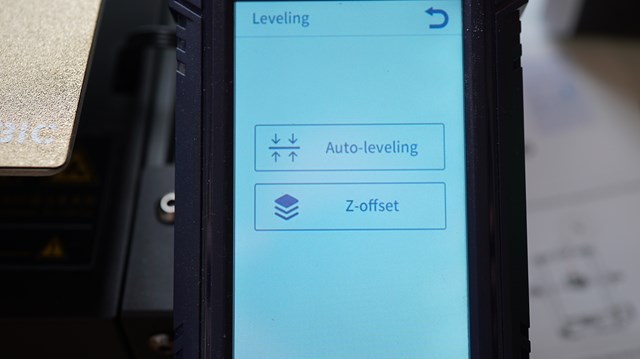
Prepare->Leveling->Auto-Levelingでレベリング開始。要するにプリントする基盤(ベッド)の高さのチェックだね。以前は手作業だったらしいが、最近は自動化されている。

25か所だったと思うが、チェックしてレベリング終了。結構、端のほうまでチェックするので、スペアのベッドを買う際は小さいサイズだとベッドのないところのレベリングまでしてしまうので注意。多分、端に途切れた部分があると、曲がったベッドの様に認識してしまうんじゃないかと思う。
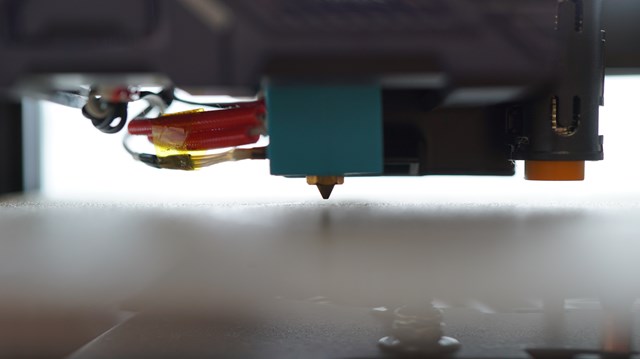
次はZ-offset、ノズルの高さの調整なのだが、今の状態ではノズルの高さが結構高いので、このまま調整するのは大変そう。
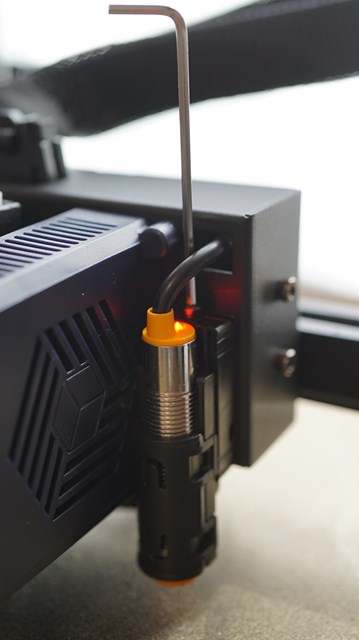
なので、センサーの位置を調整してはZ軸の位置をホームポジションにしてを繰り返して、大体の位置を合わせておく。
このくらいでいいかな。(センサーの位置を調整したので再度Auto-levelingをやったほうがいいと思う)

取説やネット動画でよく見かけるのと同じように紙を用いて調整しているのだが、紙といってもいろいろだ。自分はコピー用紙を2つ折りにした状態でやっている。今回は-0.8mmで紙が動かなくなったので、少し上げて-0.4mmの位置にした。

フィラメントの挿入は以前のフィラメント交換の記事を参考にしてほしい。ただ、今日はTPUと比べ堅いPLAのフィラメントだったのだが、リールにまかれている状態の反りがついていて、なかなか入っていかなかった。TPUだと反りがあまりついていないから挿入するときに引っかかったりしないのだが、久しぶりにPLAを使ったせいか、反りをうまく治して差し込んだりするのに手間取った。

ちょっと無駄使いしたか。
それなりに綺麗なプリントがされて、問題なさそうだね。

ちなみにノズルのZ軸調整がちゃんとできていないと、ベッドにこんな傷をつけてしまうことになる。逆に離れすぎているとフィラメントがベッドからはがれてしまったりとかのトラブルが起こりやすい。
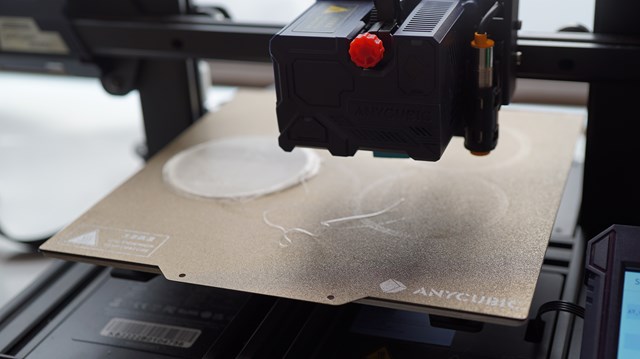
順調そうなのでしばらく放っておいたら、こうなっていた。よくあるトラブルだが、ベッドが汚れていたか・・・、やっぱりZ軸調整でノズルももう少し下げたほうがいいかな。これだから調子のいいときは調整をいじらないことにしているのだ。
コップ置きの作成はまた今度だね。急いで必要なものでもないし、デザインももうちょっと、とか。とりあえず、ノズルを交換したプリントヘッドがちゃんと使い物になることがわかったので良かった。